钢板网作为一种用途广泛的金属网材,其质量好坏很大程度上取决于生产工艺。很多人只关注成品的规格参数,却忽略了背后的制造工艺——而工艺细节恰恰是决定钢板网强度、精度和使用寿命的关键因素。本文将从专业角度,系统讲解钢板网冲压成型的完整工艺流程,帮助您更深入地了解这一产品。
一、钢板网的基本成型原理
钢板网的制造采用"冲剪拉伸"工艺,这是一种高效的无废料加工方法。与传统的焊接网片不同,钢板网是由一整块钢板经过冲剪和拉伸同时完成的:设备上的刀模在钢板上冲出交错排列的切口,同时将板材向两侧拉伸,使切口处的金属发生塑性变形,形成菱形或六角形的网孔。整个过程中没有材料被切除,金属利用率接近100%,这是钢板网生产的一大优势。
二、完整工艺流程六步走
1. 原材料选配
工艺的第一步是根据产品要求选择合适的钢板材质和厚度。常用的原材料包括Q235普通碳钢板、Q345B高强度结构钢板、304/316L不锈钢板以及铝板等。板材厚度范围通常在0.5mm到8mm之间,宽度根据成品网面尺寸确定。原材料入场后需检验板材的化学成分、力学性能和表面质量,确保符合生产标准。
2. 板材预处理
原材料在进入冲压设备前需要进行预处理:首先是矫平,通过矫平机将卷板或平板的平整度控制在允许偏差范围内;其次是清洁,去除表面的油污、锈迹和氧化皮,保证后续加工质量。对于有特殊要求的产品,还需要进行表面涂层或镀层处理。
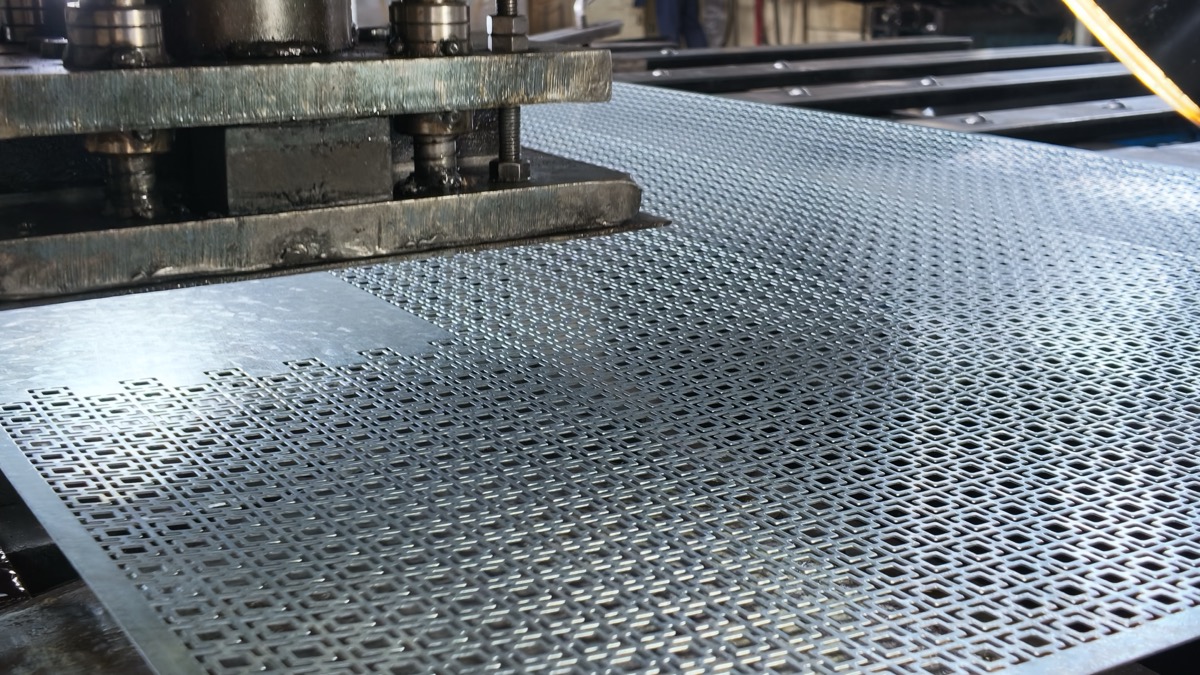
3. 冲剪拉伸——核心工序
这是整个工艺中最关键的环节。冲压设备上的上下刀模按照预设的间距和角度,在钢板上进行连续冲剪。上刀模下压时,在钢板上切出一条条交错的切口;与此同时,设备的拉伸机构将板材沿横向拉伸,使切口处的金属延展形成网梗,相邻切口之间的未切部分形成网孔。
这一步的工艺参数直接决定产品质量:冲距(刀模每次冲剪的步进距离)决定网孔的长短节距;拉伸量影响网孔的张开角度和网梗的厚度;刀模间隙影响切口的光洁度和网梗的截面形状。这些参数需要根据不同的产品规格进行精确调整。

4. 初步校平
冲压拉伸后的钢板网会因为金属变形而产生一定的翘曲和内应力。初步校平工序通过多辊校平机对网面进行反复辊压,消除大部分内应力,使网面趋于平整。这一步的校平效果直接影响后续工序的顺利进行和最终产品的外观质量。
5. 定尺裁剪
校平后的钢板网按照客户要求的尺寸进行裁剪。裁剪方式有剪板机剪切和等离子切割两种:剪板机适用于直线裁剪,效率高、成本低;等离子切割适用于异形裁剪,可满足特殊形状需求。裁剪时需预留适当的加工余量,防止尺寸偏差。
6. 表面处理与质检
最后一步是表面防腐处理和质量检验。常见的表面处理方式包括:
- 热浸镀锌:将钢板网浸入440-460℃的锌液中,形成致密的锌铁合金层,防腐年限可达20-30年。
- 冷镀锌(电镀锌):通过电解方式在表面沉积锌层,外观更光洁,但镀锌层较薄,适合轻度防腐需求。
- 喷塑/喷漆:在镀锌基础上再喷涂一层塑粉或油漆,可实现多种颜色,兼顾防腐与美观。
- 阳极氧化:专用于铝板钢板网,提高铝材的耐腐蚀性和表面硬度。
质检环节包括网孔尺寸检测、板厚测量、镀锌层厚度测试、焊点强度试验(焊接型)以及外观检查等,确保每批产品符合国家标准和客户要求。
三、不同工艺参数对产品质量的影响
了解工艺参数与产品质量之间的关系,有助于在选购时做出更准确的判断:
- 冲距精度:冲距误差控制在±0.5mm以内时,网孔尺寸均匀,外观整齐;误差过大则会导致网面参差不齐,影响使用效果。
- 拉伸量:拉伸量过大会使网梗变薄、强度下降;拉伸量过小则网孔张开不足,影响透光性和通风性。
- 刀模状态:刀模磨损会导致切口毛刺增多、网梗截面不规则。正规厂家会定期检测刀模状态并及时更换。
- 冲压速度:速度过快可能导致板材变形不充分,网梗出现裂纹;速度过慢则影响生产效率。需根据板材材质和厚度找到最佳平衡点。
四、焊接成型与冲拉成型的区别
市场上除了冲拉成型的钢板网,还有焊接成型的钢板网(又称电焊钢板网)。两者的工艺区别在于:冲拉成型是将整块钢板冲剪拉伸而成,网梗为一体结构,无焊点,整体强度高;焊接成型是将纵横排列的钢丝在交叉点处焊接而成,生产效率高,但焊点是潜在的薄弱环节。在选择时应根据具体使用场景的强度要求和预算来决定,重载场景推荐冲拉成型的菱形钢板网。
五、工艺选择对使用寿命的影响
钢板网的使用寿命不仅取决于材质和规格,工艺质量同样至关重要。冲压工艺精度高的产品,网梗截面均匀、无微裂纹,应力分布合理,在长期荷载下不易疲劳断裂;而工艺粗糙的产品,网梗处可能存在隐性缺陷,在振动或交变荷载下容易出现裂纹扩展,缩短使用寿命。因此,在采购钢板网时,除了关注规格参数和价格,更要了解厂家的工艺水平和质量控制能力。
温馨提示:钢板网的生产工艺看似简单,实则每一个环节都需要精确控制。河北塔格防护工程有限公司拥有先进的数控冲压设备和完善的质检体系,从原材料到成品全程把控,确保每一片钢板网都达到出厂标准。如果您对钢板网的工艺或规格有疑问,欢迎致电咨询:15503188882,我们将为您提供专业的技术支持。